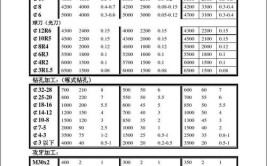
1:接单之后首先要根据客户的需求进行现场量尺,通过设计软件进行设计,将设计好的效果图和材料信息发给客户签字确认,2:确认之后将设计端数据导入到生产软件排版,这个过程需要注意的是刀具参数和刀具补偿信息一定要对应(一般这个厂家在培训的时候都会调整好,需确认一下T1 G43 H1 M03 S18000 T代表刀具号 G43是刀具补偿命令,H1代表1好到的刀具长度补偿需要跟刀具号对应T几对应H几)输出加工程序和打印标签,3:清查库存材料看现有材料能否满足生产需求,4:复尺----重新回到客户现场检查确认设计好的产品与现场能否对应,如有问题更改问题重复2.3过程5:下料生产,打开开料机,1回机械原点2确认工件坐标,3对刀4导入加工程序5依次开关真空泵吸尘器确认辅助设备装正常运转6打开定位气缸上料,7在开料机控制软件中开启仿真功能模拟加工过程8关闭仿真实际加工,9机器下料后清扫机器加工台面,10将定位气缸打开上料11完成后导入第二个程序直接加工即可(目前我公司已研发开料加工完成后自行更换下一程序的功能)12按照对应的标签所示的板材位置将标签贴到对应位置6:封边,打开封边机开启封边机,打开加热,带升温到合适位置的时候开启对应的功能封边,注意可视面最后封边7:打侧孔,8安装连接件,按照设计图纸试装,没有问题就可以到客户现场安装



0 评论