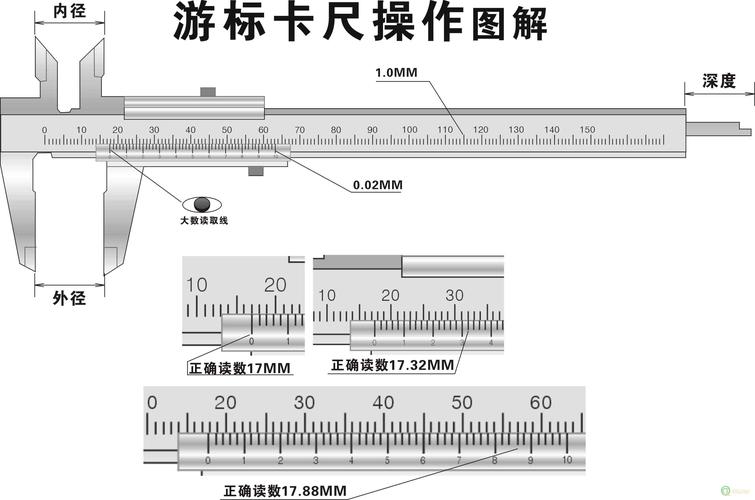
应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛一游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式 (2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式(3)测量范围为0~200mm和0~300mm的游标卡尺,也可制成只带有内外测量面的下量爪的型式,如图2-3而测量范围大于300mm的游标卡尺,只制成这种仅带有下量爪的型式 2 游标卡尺主要由下列几部分组成(1)具有固定量爪的尺身,如图2中的1尺身上有类似钢尺一样的主尺刻度,如图2中的6主尺上的刻线间距为1mm主尺的长度决定于游标卡尺的测量范围 (2)具有活动量爪的尺框,如图2中的3尺框上有游标,如图2中的8,游标卡尺的游标读数值可制成为0.1;0.05和0.02mm的三种游标读数值,就是指使用这种游标卡尺测量零件尺寸时,卡尺上能够读出的最小数值 (3)在0~125mm的游标卡尺上,还带有测量深度的深度尺,如图2―1中的5深度尺固定在尺框的背面,能随着尺框在尺身的导向凹槽中移动测量深度时,应把尺身尾部的端面靠紧在零件的测量基准平面上 (4)测量范围等于和大于200mm的游标卡尺,带有随尺框作微动调整的微动装置,如图2中的5使用时,先用固定螺钉4把微动装置5固定在尺身上,再转动微动螺母7,活动量爪就能随同尺框3作微量的前进或后退微动装置的作用,是使游标卡尺在测量时用力均匀,便于调整测量压力,减少测量误差目前我国生产的游标卡尺的测量范围及其游标读数值见下表游标卡尺的测量范围和游标卡尺读数值测量范围游标读数值测量范围游标读数值0~250.02;0.05;0.10300~8000.05;0.100~2000.02;0.05;0.10400~10000.05;0.100~3000.02;0.05;0.10600~15000.05;0.100~5000.05;0.10800~20000.10二游标卡尺的读数原理和读数方法 游标卡尺的读数机构,是由主尺和游标(如图2中的6和8)两部分组成当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线)对准主尺上的“0”刻线,此时量爪间的距离为“0”,见图2当尺框向右移动到某一位置时,固定量爪与活动量爪之间的距离,就是零件的测量尺寸,见图1此时零件尺寸的整数部分,可在游标零线左边的主尺刻线上读出来,而比1mm小的小数部分,可借助游标读数机构来读出,现把三种游标卡尺的读数原理和读数方法介绍如下 1、游标读数值为0.1mm的游标卡尺如图4(a)所示,主尺刻线间距(每格)为1mm,当游标零线与主尺零线对准(两爪合并)时,游标上的第10刻线正好指向等于主尺上的9mm,而游标上的其他刻线都不会与主尺上任何一条刻线对准游标每格间距=9mm÷10=0.9mm主尺每格间距与游标每格间距相差=1mm-0.9mm=0.1mm0.1mm即为此游标卡尺上游标所读出的最小数值,再也不能读出比0.1mm小的数值当游标向右移动0.1mm时,则游标零线后的第1根刻线与主尺刻线对准当游标向右移动0.2mm时,则游标零线后的第2根刻线与主尺刻线对准,依次类推若游标向右移动0.5mm,如图4(b),则游标上的第5根刻线与主尺刻线对准由此可知,游标向右移动不足1mm的距离,虽不能直接从主尺读出,但可以由游标的某一根刻线与主尺刻线对准时,该游标刻线的次序数乘其读数值而读出其小数值例如,图4(b)的尺寸即为:5×0.1=0.5(mm)另有1种读数值为0.1mm的游标卡尺,图5(a) 所示,是将游标上的10格对准主尺的19mm,则游标每格=19mm÷10=1.9mm,使主尺2格与游标1格相差=2-1,9=0.1mm这种增大游标间距的方法,其读数原理并未改变,但使游标线条清晰,更容易看准读数在游标卡尺上读数时,首先要看游标零线的左边,读出主尺上尺寸的整数是多少毫米,其次是找出游标上第几根刻线与主尺刻线对准,该游标刻线的次序数乘其游标读数值,读出尺寸的小数,整数和小数相加的总值,就是被测零件尺寸的数值在图5(b)中,游标零线在2与3mm之间,其左边的主尺刻线是2mm,所以被测尺寸的整数部分是2mm,再观察游标刻线,这时游标上的第3根刻线与主尺刻线对准所以,被测尺寸的小数部分为3×0.1=0.3(mm),被测尺寸即为2+0.3=2.3(mm)2、游标读数值为0.05mm的游标卡尺图5 (c)所示,主尺每小格1mm,当两爪合并时,游标上的20格刚好等于主尺的39mm,则游标每格间距=39mm÷20=1.95mm主尺2格间距与游标1格间距相差=2-1.95=0.05(mm)0.05mm即为此种游标卡尺的最小读数值同理,也有用游标上的20格刚好等于主尺上的19mm,其读数原理不变 在图5(d)中,游标零线在32mm与33mm之间,游标上的第11格刻线与主尺刻线对准所以,被测尺寸的整数部分为32mm,小数部分为11×0.05=0.55(mm),被测尺寸为32+0.55=32.55(mm)3 游标读数值为0.02mm的游标卡尺图5(e) 所示,主尺每小格1mm,当两爪合并时,游标上的50格刚好等于主尺上的49mm,则游标每格间距=49mm÷50=0.98mm主尺每格间距与游标每格间距相差=1-0.98=0.02(mm)0.02mm即为此种游标卡尺的最小读数值在图2―5(f)中,游标零线在123mm与124mm之间,游标上的11格刻线与主尺刻线对准所以,被测尺寸的整数部分为123mm,小数部分为11×0.02=0.22(mm),被测尺寸为123十0.22=123.22(mm)我们希望直接从游标尺上读出尺寸的小数部分,而不要通过上述的换算,为此,把游标的刻线次序数乘其读数值所得的数值,标记在游标上,见图2-5,这样使读数就方便了三游标卡尺的测量精度测量或检验零件尺寸时,要按照零件尺寸的精度要求,选用相适应的量具游标卡尺是一种中等精度的量具,它只适用于中等精度尺寸的测量和检验用游标卡尺去测量锻铸件毛坯或精度要求很高的尺寸,都是不合理的前者容易损坏量具,后者测量精度达不到要求,因为量具都有一定的示值误差,游标卡尺的示值误差见下表游标卡尺的示值误差游标读数值示值总误差0.02±0.020.05±0.050.10±0.10游标卡尺的示值误差,就是游标卡尺本身的制造精度,不论你使用得怎样正确,卡尺本身就可能产生这些误差例如,用游标读数值为0.02mm的0~125mm的游标卡尺(示值误差为±0.02mm),测量 50mm的轴时,若游标卡尺上的读数为50.00mm,实际直径可能是 50.02mm,也可能是 49.98mm这不是游标尺的使用方法上有什么问题,而是本身制造精度所允许产生的误差因此,若该轴的直径尺寸是IT5级精度的基准轴 :则轴的制造公差为0.025mm,而游标卡尺本身就有着±0.02mm的示值误差,选用这样的量具去测量,显然是无法保证轴径的精度要求的如果受条件限制(如受测量位置限制),其他精密量具用不上,必须用游标卡尺测量较精密的零件尺寸时,又该怎么办呢?此时,可以用游标卡尺先测量与被测尺寸相当的块规,消除游标卡尺的示值误差(称为用块规校对游标卡尺)例如,要测量上述 50mm的轴时,先测量50mm的块规,看游标卡尺上的读数是不是正好50mm如果不是正好50mm,则比50mm大的或小的数值,就是游标卡尺的实际示值误差,测量零件时,应把此误差作为修正值考虑进去例如,测量50mm块规时,游标卡尺上的读数为49.98mm,即游标卡尺的读数比实际尺寸小0.02mm,则测量轴时,应在游标卡尺的读数上加上0.02mm,才是轴的实际直径尺寸,若测量50mm块规时的读数是50.01mm,则在测量轴时,应在读数上减去0.01mm,才是轴的实际直径尺寸另外,游标卡尺测量时的松紧程度(即测量压力的大小)和读数误差(即看准是那一根刻线对准),对测量精度影响亦很大所以,当必须用游标卡尺测量精度要求较高的尺寸时,最好采用和测量相等尺寸的块规相比较的办法四游标卡尺的使用方法量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,对国家造成不必要的损失所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量使用游标卡尺测量零件尺寸时,必须注意下列几点:1、测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准这个过程称为校对游标卡尺的零位2、移动尺框时,活动要自如,不应有过松或过紧,更不能有晃动现象用固定螺钉固定尺框时,卡尺的读数不应有所改变在移动尺框时,不要忘记松开固定螺钉,亦不宜过松以免掉了 3、当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜测量时,可以轻轻摇动卡尺,放正垂直位置,图6所示否则,量爪若在如图6所示的错误位置上,将使测量结果a比实际尺寸b要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度测量沟槽时,应当用量爪的平面测量刃进行测量,尽量避免用端部测量刃和刀口形量爪去测量外尺寸而对于圆弧形沟槽尺寸,则应当用刃口形量爪进行测量,不应当用平面形测量刃进行测量,如图7所示测量沟槽宽度时,也要放正游标卡尺的位置,应使卡尺两测量刃的联线垂直于沟槽,不能歪斜.否则,量爪若在如图8所示的错误的位置上,也将使测量结果不准确(可能大也可能小)4 当测量零件的内尺寸时:图9所示要使量爪分开的距离小于所测内尺寸,进入零件内孔后,再慢慢张开并轻轻接触零件内表面,用固定螺钉固定尺框后,轻轻取出卡尺来读数取出量爪时,用力要均匀,并使卡尺沿着孔的中心线方向滑出,不可歪斜,免使量爪扭伤;变形和受到不必要的磨损,同时会使尺框走动,影响测量精度 卡尺两测量刃应在孔的直径上,不能偏歪图10为带有刀口形量爪和带有圆柱面形量爪的游标卡尺,在测量内孔时正确的和错误的位置当量爪在错误位置时,其测量结果,将比实际孔径D要小5、用下量爪的外测量面测量内尺寸时如用图2和图3所示的两种游标卡尺测量内尺寸,在读取测量结果时,一定要把量爪的厚度加上去即游标卡尺上的读数,加上量爪的厚度,才是被测零件的内尺寸,见图11测量范围在500mm以下的游标卡尺,量爪厚度一般为10mm但当量爪磨损和修理后,量爪厚度就要小于10mm,读数时这个修正值也要考虑进去6、用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪刚好接触零件表面如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸)在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差7、为了获得正确的测量结果,可以多测量几次即在零件的同一截面上的不同方向进行测量对于较长零件,则应当在全长的各个部位进行测量,务使获得一个比较正确的测量结果为了使读者便于记忆,更好的掌握游标卡尺的使用方法,把上述提到的几个主要问题,整理成顺口溜,供读者参考 量爪贴合无间隙,主尺游标两对零 尺框活动能自如,不松不紧不摇晃 测力松紧细调整,不当卡规用力卡 量轴防歪斜,量孔防偏歪, 测量内尺寸,爪厚勿忘加 面对光亮处,读数垂直看五游标卡尺应用举例1、用游标卡尺测量T形槽的宽度用游标卡尺测量T形槽的宽度,如图11所示测量时将量爪外缘端面的小平面,贴在零件凹槽的平面上,用固定螺钉把微动装置固定,转动调节螺母,使量爪的外测量面轻轻地与T形槽表面接触,并放正两量爪的位置 (可以轻轻地摆动一个量爪,找到槽宽的垂直位置),读出游标卡尺的读数图11中用A表示但由于它是用量爪的外测量面测量内尺寸的,卡尺上所读出的读数A是量爪内测量面之间的距离,因此必须加上两个量爪的厚度b,才是T形槽的宽度所以,T形槽的宽度L=A+b2、用游标卡尺测量孔中心线与侧平面之间的距离用游标卡尺测量孔中心线与侧平面之间的距离L时,先要用游标卡尺测量出孔的直径D,再用刃口形量爪测量孔的壁面与零件侧面之间的最短距离,如图12所示此时,卡尺应垂直于侧平面,且要找到它的最小尺寸,读出卡尺的读数A,则孔中心线与侧平面之间的距离为:3、用游标卡尺测量两孔的中心距 用游标卡尺测量两孔的中心距有两种方法:一种是先用游标卡尺分别量出两孔的内径D1和D2,再量出两孔内表面之间的最大距离A,如图2-13所示,则两孔的中心距另一种测量方法,也是先分别量出两孔的内径D1和D2,然后用刀口形量爪量出两孔内表面之间的最小距离B,则两孔的中心距六高度游标卡尺高度游标卡尺如图14所示,用于测量零件的高度和精密划线它的结构特点是用质量较大的基座4代替固定量爪5,而动的尺框3则通过横臂装有测量高度和划线用的量爪,量爪的测量面上镶有硬质合金,提高量爪使用寿命高度游标卡尺的测量工作,应在平台上进行当量爪的测量面与基座的底平面位于同一平面时,如在同一平台平面上,主尺1与游标6的零线相互对准所以在测量高度时,量爪测量面的高度,就是被测量零件的高度尺寸,它的具体数值,与游标卡尺一样可在主尺(整数部分)和游标 (小数部分)上读出应用高度游标卡尺划线时,调好划线高度,用紧固螺钉2把尺框锁紧后,也应在平台上进行先调整再进行划线图15为高度游标卡尺的应用七深度游标卡尺深度游标卡尺如图16所示,用于测量零件的深度尺寸或台阶高低和槽的深度它的结构特点是尺框3的两个量爪连成一起成为一个带游标测量基座1,基座的端面和尺身4的端面就是它的两个测量面如测量内孔深度时应把基座的端面紧靠在被测孔的端面上,使尺身与被测孔的中心线平行,伸入尺身,则尺身端面至基座端面之间的距离,就是被测零件的深度尺寸它的读数方法和游标卡尺完全一样测量时,先把测量基座轻轻压在工件的基准面上,两个端面必须接触工件的基准面,图17(a) 所示测量轴类等台阶时,测量基座的端面一定要压紧在基准面,图17(b)(c) 所示,再移动尺身,直到尺身的端面接触到工件的量面(台阶面)上,然后用紧固螺钉固定尺框,提起卡尺,读出深度尺寸多台阶小直径的内孔深度测量,要注意尺身的端面是否在要测量的台阶上,图17(d) 当基准面是曲线时,图17(e) ,测量基座的端面必须放在曲线的最高点上,测量出的深度尺寸才是工件的实际尺寸,否则会出现测量误差八齿厚游标卡尺齿厚游标卡尺(图18)是用来测量齿轮(或蜗杆)的弦齿厚和弦齿顶这种游标卡尺由两互相垂直的主尺组成,因此它就有两个游标A的尺寸由垂直主尺上的游标调整;B的尺寸由水平主尺上的游标调整刻线原理和读法与一般游标卡尺相同测量蜗杆时,把齿厚游标卡尺读数调整到等于齿顶高(蜗杆齿顶高等于模数ms),法向卡入齿廓,测得的读数是蜗杆中径(d2) 的法向齿厚但图纸上一般注明的是轴向齿厚,必须进行换算法向齿厚Sn的换算公式如下:以上所介绍的各种游标卡尺都存在一个共同的问题,就是读数不很清晰,容易读错,有时不得不借放大镜将读数部分放大现有游标卡尺采用无视差结构,使游标刻线与主尺刻线处在同一平面上,消除了在读数时因视线倾斜而产生的视差;有的卡尺装有测微表成为带表卡尺(图19),便于读数准确,提高了测量精度;更有一种带有数字显示装置的游标卡尺(图20),这种游标卡尺在零件表面上量得尺寸时,就直接用数字显示出来,其使用极为方便




0 评论