
")
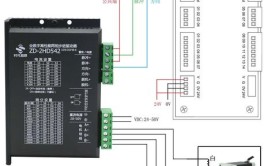
CNC扩展板基本功能和步进驱动CNC扩展板基本功能A轴可以根据需求设定为独立工作模式或者同步XYZ中的一轴。A4988驱动:注意en引脚对应CNC扩展版上的en引脚,否则会烧毁驱动A4988驱动电流调节和计算。Vref = Imax 8 0.1DRV8825驱动:注意en引脚对应CNC扩展版上的en引脚,否则会烧毁驱动DRV8825驱动电流调节和计算Vref = Imax /2CNC扩展版和arduino供电问题扩展版需要单独供电:12V-36VA4988电压范围:8V-35V,注意A4988驱动最大电压为35V,小于CNC扩展最大电压36VDRV8825电压范围:8.2V-45VArduino需要额外供电,DC口(5.5x2.1mm)供电范围:7V-12V,可同时接USB线。烧录GRBL固件并简单移动测试GRBL固件:v0.9和v1.1的引脚定义区别,Z轴限位引脚和主轴控制引脚交换,使得主轴可以使用PWM控制。控制软件:UGS,CNCjs,LaserGRBL,GRBL-Plotter可以使用arduinoIDE打开grblUpload例程烧录固件,也可以使用LaserGRBL烧录。步进脉冲数(step/mm)计算计算工具:https://swarfer.co.za/cnc/grblcalc.html步进电机步距角步进电机的旋转是靠脉动信号来驱动的,当步进驱动器接收到一个脉冲信号,步进电机的轴就会转动一个固定的角度,这个转动的角度,就叫“步距角”。最常见的有三种步距角:0.9°,1.8°和7.5°。这三种步距角,也就对应了步进电机每旋转一周(360°),需要的脉冲信号个数为400个、200个以及48个。步进驱动细分设置步进细分数取决于使用的电机驱动板主芯片,常见的细分有1/2,1/4,1/16,1/32等,如果是1/16细分表示的含义是原来一个脉冲可以控制电机转动一个步距角,现在需要16个脉冲电机才能转动一个步距角,如果电机的步距角是1.8°,那么电机旋转一周就需要20016=3200个脉冲信号。同步轮常用的有16齿和20齿,需要注意齿距,比如GT2的同步轮其齿距为2mm,对于20齿的同步轮,旋转一圈即行进的距离为2mm20=40mm。那么对于1.8步距角,16细分步进驱动,则每1mm所需的脉冲数为3200/40=80个脉冲/毫米。丝杆丝杆有几个重要参数,包括螺距,导程,头数。螺距表示相邻两个螺纹之间的距离(可将螺纹印到纸上测量),导程表示丝杆旋转一圈,对应T型螺母移动的距离。头数表示丝杆头部螺纹入口的数量。对于单头螺纹,螺距等于导程,而对于多头螺纹,导程=螺距头数。对于1.8步距角,16细分步进驱动,导程2,螺距2的丝杆,则每1mm所需的脉冲数为3200/2=1600个脉冲。齿轮挤出机通过齿轮推动耗材运动,因此耗材移动的长度基本等同于齿轮的周长。通常MK8挤出机上使用的齿轮直径是11mm,因此齿轮旋转一周的周长为3.1411=34.54mm。那么对于1.8步距角,16细分步进驱动,则每1mm所需的脉冲数为3200/34.54=92.64个脉冲。设置GRBL步进脉冲参数$$:获取当前grbl设定值计算步进脉冲数:XY:360度/1.8度每步=200步8微步=1600微步/(2毫米20)=40step/mmZ:360度/1.8度每步=200步4微步=800微步/2毫米=400step/mm设定步进脉冲参数$100=40,$101=40,$102=400设定最大速率:$110,$111,$112,GRBL最大速率30KHz,8位Grbl几乎无法达到30千赫的步进速率。。30000赫兹60秒=1800000/40=45000$110=45000,理论上,实际根据需要设定合适值设定加速度:$120,$121,$122$120=3200,可多次测试尝试获得恰当的值限位开关的使用常开和常闭限位开关$21:是否启用硬限位,默认$21=0未启用$5:默认为常开限位,如果使用常闭限位(低电平)则$5=1归零操作:启用归零($22)后,首先会在设定方向($23)上以速度($25)寻找限位开关,在找到限位开关后会再以速度($24)移动确定限位开关($26),然后在轴向上移出(pull-off)指定距离($27)。$22:是否启用归零$23:归零方向$24:找到限位开关后再次移动的速度$25:寻找限位开关的速度$26:归零限位开关消抖延时$27:归零后轴向移出(pull-off)的距离设置GRBL工作区域参数设定步进脉冲参数$130,$131,$132,具体可以手动控制各轴移动用以确定最大位置。当设置好各轴(XY)最大移动距离后,可设定归零后操作$N0=G53XmaxYmax,快速移动到指定位置$N1=G92X0Y0,将当前位置指定位原点(0,0)最大位置可以用于软限位:$20,配置激光参数和测试(可使用LED测试)V1.1新增参数:$30,$31,$32注意V1.1版本的主轴对应引脚变化,即spindle enable和Limit Z-axis引脚交换,以便主轴能实现pwm控制。当使用$32启用激光模式后,需要处于运动模式(G1F500)才能使用M3开启和M5关闭激光。M3 S1000:开启,S指定功率,可使用$30指定最大功率。M5:关闭,在关闭前最好使用S0指定功率为0,否则下次使用M3时将直接使用之前指定的功率开启激光。暂停时将关闭激光COREXY结构GRBL参数调整配置config.h文件中参数GRBL命令参考



0 评论