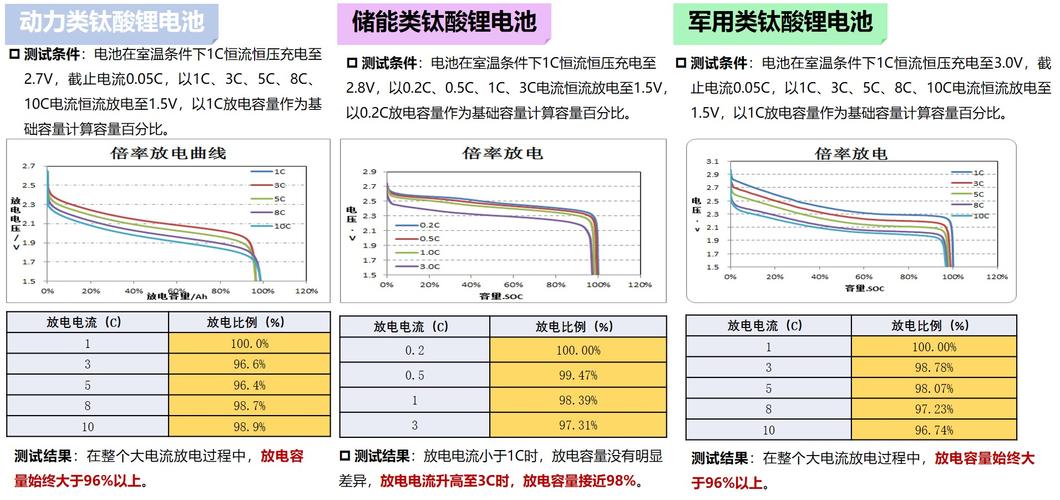
锂离子电池生产工序复杂,其中化成是锂离子电池生产的关键的工序之一,它对锂离子电池性能的影响至关重要锂离子电池的化成是注液陈化后的电池第一次充电的过程,是电芯的活性物质激活的过程,其最实质性的内容是形成SEI膜的过程(即首次充电时,Li+第一次从正极活性材料中脱嵌,第一次到达负极石墨一侧,将在负极与电解液的相界面上形成覆盖在负极表面的钝化薄层)SEI膜在稳定电极活性材料、防止电解液持续不断的与活性物质发生不可逆化学反应方面起着至关重要的作用;稳定的SEI膜可保证锂离子电池能够多次充放电工作并保持良好的电化学性能但是SEI膜的形成过程非常复杂,影响因素较多,其中,化成工艺直接影响SEI膜的成膜质量,决定了电芯的电性能通常认为化成时小电流有助于SEI的形成,但小电流化成用时较长,会降低企业的生产效率,增加生产成本,因此,为提高企业的生产效率,提升产品品质,需探究一种高效的化成工艺本文通过调控充电电流和电压,研究不同化成工艺对电芯循环和倍率性能的影响1实验1.118650电池制作本实验采用倍率型三元材料作为正极主要材料,与粘结剂、导电剂、溶剂N-甲基吡咯烷酮(NMP)按照一定的比例进行混合制浆;负极活性材料采用石墨,与导电剂、SBR、粘结剂CMC、调节水溶剂按照一定的比例进行混合制浆;然后经过涂布、辊压、分切、烘烤、卷绕、组装、注液、封口、化成、分容等工序制造出标称容量为2000mAh的高功率型圆柱锂离子单体电池电池化成前,将注液封口后的单体电池进行高温陈化,加速电解液扩散,使正负极活性材料和电解液充分浸润本文设计了3种化成方式,验证了不同化成工艺对电芯性能的影响,具体工艺参数如表1所示1.2电性能测试设备及测试方法采用LIP-5V256BK-6A圆柱形锂电池充放电设备对高温陈化后的单体电池进行化成;采用Arbin15759A型充放电仪对电池进行循环性能测试采用Land30A5V型充放电仪对电池进行倍率性能测试;采用DGBELLBE-TH高低温交变试验箱对电池进行高低温性能测试;采用Solartor1255B频谱分析仪、SolartorSI1287电化学界面测试系统、Ziew2.1a交流阻抗分析软件对电池进行交流阻抗测试1.2.1直流内阻测试第1步:25±2℃下,第i颗以4A恒流恒压充电至4.2V,截止电流0.1A,静置1h,10A放电至2.5V,获得电芯的容量初始容量CAPi第2步:电池室温下以4A恒流恒压充电至4.2V,截止电流0.1A,静置1h,静置时最后1s电压值记为Ui1;第3步:10A放电1s,放电最后0.1s电压记为Ui2,静置5min,测试得到100%SOC的直流内阻;第4步:10A放出10%CAPi的容量静置1h再10A放电1s静置5min测试得到90%SOC的直流内阻;重复第4步直至测试得到10%SOC的放电直流内阻直流内阻计算公式:1.2.2电化学阻抗EIS测试通过交流阻抗仪测量电池在25±2℃下的阻抗1.2.3倍率放电性能测试25±2℃下,以4A恒流恒压充电至4.2V,截止电流0.1A,静置10min;分别以10A、20A、30A放电至2.5V,以10A放电容量为基准值20A或30A放电容量/基准值的比值乘以100%为电池在该倍率下的倍率性能1.2.4高低温放电性能测试25±2℃下存放3h,以4A恒流恒压充电至4.2V,截止电流0.1A,分别于25±2℃、60±2℃、0±2℃和-20±2℃下存放3h后,在该温度下以10A放电至2.5V;以25±2℃放电容量为基准值,60±2℃、0±2℃、和-20±2℃放电容量/基准值的比值乘以100%为电池在该温度下的放电性能1.2.5高温存储性能测试25±2℃下,以4A恒流恒压充电至4.2V,截止电流0.1A,静置10min,以10A放电至2.5V获得初始容量;4A恒流恒压充电至4.2V,截止电流0.1A,60±2℃存储30天,10A放电至2.5V获得剩余容量,4A恒流恒压充电至4.2V,截止电流0.1A,静置10min,10A放电至2.5V获得恢复容量1.2.6常温循环性能测试室温下以4A恒流恒压充电至4.2V,截止电流0.1A,静置10min,以20A放电至2.5V或75℃停止,静置30min进行下一个循环2结果与讨论2.1化成时间选取260pcs待化成电池均分为A、B、C、D组,每组65pcs,分别按设定的工艺进行化成,各方案化成总用时见表2,各方案化成用时B<A<C<D,通过数据对比,方案A、B、C方案均可缩短化成时间,提高生产效率2.2直流内阻测试通过调控电池放电容量测试不同SOC态电池的直流内阻,结果如图1所示:不同化成工艺,电池直流内阻随SOC的变化趋势相同:在10%~50%SOC区间,直流内阻随着SOC的增加逐渐降低,在50%~100%SOC区间,随着SOC的增加,直流内阻趋于平稳;相同SOC态,各方案直流内阻差异不大,说明不同化成工艺对电芯直流内阻影响不大2.3EIS测试在25±2℃环境下,测试电池满电状态的EIS由图2可知,消除Rs的影响后,各方案Rct对比为:C<A<D<B,这是由于电池化成时,内部极化随着充电电流的增大而增大,不同实验方案的充电电流大小不同引起的电芯内部极化差异,从而导致各方案的电荷传递阻力不同2.4倍率放电性能测试为研究不同化成工艺对锂离子电池倍率性能的影响,选取3pcs电池进行放电倍率测试,容量保持率均值结果如表3所示,20A放电容量保持率B<C<A<D,30A放电容量保持率B<D<C<A,综合比较A方案倍放性能最优这可能是与不同化成电流导致的石墨颗粒表面形成的SEI膜的质量有关SEI膜成膜初期,采用0.1C或者0.15C小电流化成时,易生成有机锂盐组分,可保证SEI膜的韧性,成膜后期增大充电电流至0.3C,易生成无机锂盐组分,可保证SEI膜的致密型,最终形成结构稳定的SEI膜致密稳定的SEI膜可以保证在大倍率放电时,有效抵抗锂离子大量快速脱出时对SEI膜造成的冲击,减少副反应的发生,从而减少活性物质损失由倍率性能数据可得出,A方案化成电流生成的SEI膜质量优于其他方案2.5高低温放电性能测试为研究不同化成工艺对锂离子电池性能的影响,选取3pcs电池进行高低温放电测试,不同温度下各方案的容量保持率均值见表4各方案电池-20℃和0℃低温放电性能差异不大,60℃高温放电性能A方案较优,C方案次之,B、D方案稍差电池高温状态下,正负极材料表面的SEI膜会发生重组,电解液等在高温条件下发生的副反应也会加剧,从而导致活性锂量的减少A方案稳定的SEI膜在高温下不易被破坏,可以减少电解液等副反应的发生,减少活性锂量的损失,从而表现出较好的高温放电性能在25±2℃环境下,测试电池满电状态的EIS由图2可知,消除Rs的影响后,各方案Rct对比为:C<A<D<B,这是由于电池化成时,内部极化随着充电电流的增大而增大,不同实验方案的充电电流大小不同引起的电芯内部极化差异,从而导致各方案的电荷传递阻力不同2.6高温存储性能测试对不同化成工艺的电池各方案选取10pcs进行60±2℃存储30天的测试,表5是各方案电池60℃存储30天后电池的压降数据和容量数据对比,此处数据为10个电芯平均值可以看出,在电压降方面,A、C、D方案电池经过高温存储后电压降相近,优于B方案在容量保持和容量恢复方面:D<B<C<A由此也可以说明A方案化成的电池SEI膜的成膜质量优于其他方案,在高温存储过程中,SEI膜重组时消耗的锂相对较少,容量损失少2.7常温循环性能测试电池的循环寿命是评价电池性能好坏的重要指标,为对比不同化成工艺下电池的循环性能差异,常温(25±2℃)条件下对不同化成方案电池进行4A充电、20A放电循环测试,结果见图3由图3可知,A方案化成的电池大倍率充放电循环600周容量保持率最好,为75.9%,其次是C方案,容量保持率为62.8%,B、D方案容量保持率最差这可能是因为使用A方案化成的电池的SEI膜结构更稳定,电池在循环过程中,SEI膜不断破坏和重新生成过程造成的不可逆锂损失较小,从而导致容量衰减相对较小,实现较好的容量保持率3结论本文研究了4种不同化成工艺对电池性能的影响,通过实验数据对比发现:(1)两步法阶梯充电可以缩短化成时间,提高生产效率;(2)第一步0.15C小电流+第二步0.3C大电流的化成方法,有利于负极表面形成更为结构更为致密稳定的SEI膜,从而提高电池的高温放电性能、大倍率放电性能和循环性能在缩短化成时间的同时提高电池电性能文章来源:旺材锂电注:本站转载的文章大部分收集于互联网,文章版权归原作者及原出处所有文中观点仅供分享交流,如涉及版权等问题,请您告知,我将及时处理


0 评论