
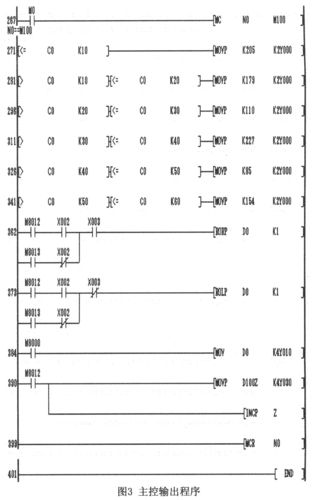
将常态信号转化为脉冲信号,大多是为了适应电路对瞬态信号需求的,并非要对其作无谓的转换9-15步电路是完成组计数的功能,当各组的剪切任务都完成后,计数器C1的常闭触点开断,使自动运行停止,C1起到了自动停止的控制作用,见28-32步电路15-28步电路为当前组数监控数据处理电路,将组计数C1中的数据传送至D3592因监控显示为1-8,最低显示数为1,显示“0组”毫无意义故采用ADD加法指令,将D3592(监控画面寄存器)之中数值预先加1,使之从数字1开始,显示1-8组数下图5-48,34-154步,是传送指令和条件比较指令的应用对应长度数据为32位数据,传送指令为DMOV,在画面设置中,长度设定值采用的寄存器被定义为32位数据寄存器,以便与高速脉冲计数形成的32位数据相统一,而剪切数量则采用MOV,16位数据传送指令在对传送指令应用时,要注意其数据形式彩钢瓦自动裁切设备PLC程序电路第二段实际工作中,每一组的长度值和剪切数量(根数)都不一样,在进行长度值和剪切数量的设置时,是以组序为区别,进行设置的,每一组都有两个量需要处理:1)该组剪切数量(根数);2)该组剪切长度如第一组要求将彩钢瓦剪切长度为5米,剪切数量8根第二组……第三组……那么程序电路是如何进行区别,按设置要求进行自动裁切的呢?对每组剪切长度和剪切数量的区别,是通过条件比较指令来进行的第一段程序电路中,剪切组计数器C1的计数输入信号,为剪切张数计数器C0的触点动作信号当剪切张数与设定值相等时——某一组张数剪切完毕后,C0触点动作,向C1输入一个计数信号利用计数器C1的当前数值和给定数字值比较,对现在剪切组别进行逻辑判断并将设置好的剪切数量传送至计数器C0中,做为其计数设定值;同时也将该组设定值传送到D3510,经第四段程序电路的算术处理,做为对应剪切长度的总脉冲数,与旋转编码器输入脉冲数进行比较,二者相等时,下刀剪切34-49步电路,为第一组的组别判断和第一组剪切长度传送电路、第一组剪切张数传送电路其工作过程是这样的:系统启动时,计数器C1中计数值为0,34-49步数据传送电路的输入回路接通(以下传送电路均无输入回路接通条件而不工作),数据传送电路将第一组剪切长度数据D3560(来自屏设定画面)传送至D3510寄存器此时第四段程序电路中的170-220步电路,所计算得出的总脉冲数(对应剪切长度)即为34-49电路所传送的第一组剪切长度值;同时,34-49电路也将剪切数量的数据传送到D3530中,作为第一段程序电路中剪切数量计数器C0的设定值;当实际下刀次数(剪切数量)与第一组设定数量相等时,C0自清零,同时向C1(组计数)输入一个计数信号,使C1的当前计数值为1C1的当前计数值为1,从而使49-64步电路被激活,第二组剪切长度与剪切张数传送电路的输入回路接通,将第二组剪切长度数据传送至总脉冲数计算电路,同时也将第二组剪切张数的数据传送至C0,作为CO的计数设定值也可以认为,D3510、D3530的内部数据同时被刷新为第二组的设定数据以下各组剪切数据的工作传送方式依此类推,直至剪切完毕,系统自动停机每组剪切长度及剪切张数的设置画面如下:采用文本屏型号为TD20,LS型PLC与电脑的通讯电缆和与文本屏的通讯电缆相同,不必另行更换电缆第一步,是选择PLC类型,其通讯协议可以用默认配置,不须另设然后进入画面编辑按主画面、其它画面的次序逐一进行编辑,定义元件(寄存器),设置画面转换功能键等其画面编辑方法同上述的YD204VL4文本屏,不予赘述了TD20文本屏剪切长度、数量设置画面一第一组剪切长度:32位数据寄存器D3560,剪切张数:16位数据寄存器D3562;第二组剪切长度:32位数据寄存器D3564,剪切张数:16位数据寄存器D3566;第三组剪切长度:32位数据寄存器D3568,剪切张数:16位数据寄存器D3570;第四组剪切长度:32位数据寄存器D3572,剪切张数:16位数据寄存器D3574注意:当指定D3560为32位寄存器时,D3561同时被占用(D3560储存低16位数据,D3561储存高16位数据),D3564(D3565)等数据寄存器,也都被指定为32位数据寄存器将SEC定义为隐形键,实现向画面1的转换;将下行箭头键定义为画面跳转功能键,按此键时转换到设置2画面 因为一个画面只能处理和显示四行文字,须用两个画面才能完成对八组剪切数据的设置TD20文本屏剪切长度、数量设置画面二第五组剪切长度:32位数据寄存器D3576,剪切张数:16位数据寄存器D3578;第六组剪切长度:32位数据寄存器D3580,剪切张数:16位数据寄存器D3582;第七组剪切长度:32位数据寄存器D3584,剪切张数:16位数据寄存器D3586;第八组剪切长度:32位数据寄存器D3588,剪切张数:16位数据寄存器D3590将SEC定义为隐形键,实现向画面1的转换;将下行箭头键定义为画面跳转功能键,按此键时,转换到设置1画面彩钢瓦自动裁切设备PLC程序电路第三段彩钢瓦自动裁切设备PLC程序电路第四段170-220步(见图5-52),为长度脉冲数、减速距离脉冲数及长度监控值(将脉冲数转换为毫米值显示)的算术电路,与本章第三节的可调定长裁切装置的算术电路相同,请读者自行分析电路原理另外,系统的起动/停止,和变频器高、低速的控制,及与控制相关的逻辑判断电路,也编写在该段程序中220-243步程序电路(见图5-53),为高速计数和计数清零电路247-263步电路,为变频器低速和下刀信号处理电路,与第一节程序电路内容相近,不予赘述247-277步程序电路,为自动/手动下刀裁切控制电路,下刀信号与上/下限位信号相配合,对下刀电磁阀进行控制此处,用SET置位指令“强制”了M10的接通(RST M10指令并没有成对出现),这是因为下刀裁切,只是一个瞬时过程,而抬起刀具,则为一个常态保持动作在不明了实际的动作要求时,遇到这种不够规则的指令应用现象,就会感到不解现场调试和程序修改,有点“头疼医头脚疼医脚”的意思,某种情势下,往往不是出于全面的周密的逻辑思考,而是考虑到先把问题解决了再说,因而某些指令用法的不规则和程序电路中偶尔出现的“凌乱”现象,就是在所难免的了这是我们“读程序”时应该注意的方面了同时在编程工作中,也要尽量养成一个“按规则编写程序电路”的好习惯文本屏的设置画面如下:TD20文本屏的“机械设定”画面该画面描述:机械设定画面,用于(主轴)轮周长、编码脉冲、减速长度三个量的设置轮周长设置:16位数据寄存器D3512;编码脉冲数/周设置:16位数据寄存器D3514;减速长度设置:16位数据寄存器D3500关于此次的PLC与文本屏、编码器、变频器程序案例就分享到这啦
以上,欢迎动动手分享及收藏
(图片来源网络,侵删)




0 评论