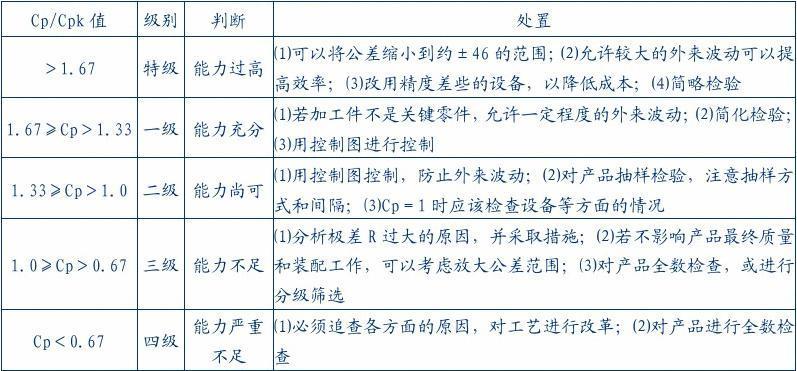
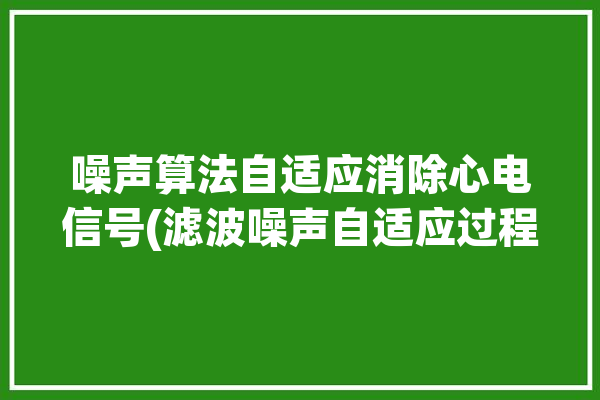
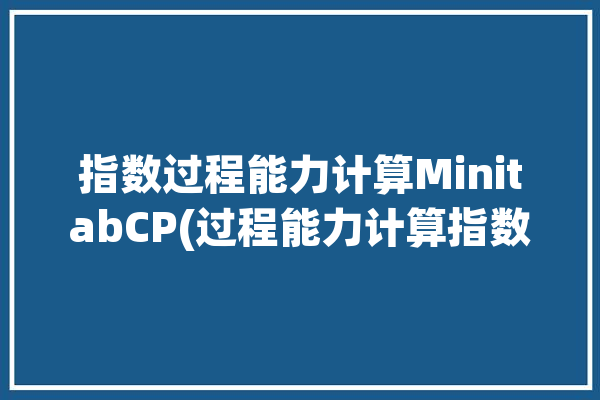
导读为什么不直接用不良率,而用Cp Cpk来衡量过程能力?100%全检是不能取代SPC的;过程控制要“built to nominal”,那么我们该如何评价测量值与目标的偏离带来的影响呢?问: 为什么不直接用不良率,而用Cp Cpk来衡量过程能力?答:Cp Cpk是基于田口品质损失函数的原理提出来的什么是田口品质损失函数?日本的质量管理专家田口玄一认为,质量应该用产品在整个生命周期中给整个社会所带来的损失来衡量例如,对于目标特性而言,当偏离目标时,可能导致后续无法安装,影响客户满意度,导致最终产品的早期失效等,这些问题所造成的总的成本,即因为质量问题带来的整个社会的损失,而当特性值落在目标上,整个损失是最小的,偏离目标值越远,则带给整个社会的损失越大(如下图所示)田口玄一为了解释\"整个社会的损失\"的概念,举了一个例子,日本农夫在冷天用乙烯树脂塑布保护农作物,以避酷寒日本的工业标准订有该种塑料布的界限有一家制造商将波动缩小,并将分配的中心点定规定下限那一端,结果制造出的产品虽然非常均匀,但却只是勉强正好落在公差界限之内,制造商以此法降低成本• 结果造成三种损失-塑料布因经不起风吹而破损-农民因农作物受伤而遭受损失-由于产品供给减少,导致价格上涨田口玄一认为制造商的这种做法“比小偷还坏”,因为整个社会承受的成本比制造成本还高 什么是变差,如何评价过程的变差?每一次测量得到的特征值与目标之间的差异,通常称为偏差,当测量值非常多时,对一系列的偏差的描述,称为变差,变差是一个集合术语这是统计过程控制中最重要的4个概念之一,减少变差是质量管理活动中重要的主题从事统计工作的人员,开发一些工具,用来描述测量值的分布规律,通常要减少变差,涉及到减少特征值的波动,同时要让特征值分布的中心尽可能靠近目标基于田口的品质损失函数,用简单的超过公差才算是不合格,落在公差范围内为合格,用公差为导向的生产和用不合格率去描述过程能力是不合适的如何去强调我们需要尽可能的将产品特征生产到目标值呢?强调所生产产品的波动小,并且生产的产品靠近目标值呢?基于田口的品质损失函数,提出了经典的设备,过程能力/性能的指数 Xp用来衡量实际制造过程的波动是否足够小,而Xpk会考虑过程波动并同时看是否与目标对齐总结小伙伴们,以后我们对于需要进行能力研究的特性,应该以目标为导向评价和控制过程,相信你也一定已经明白了经典的能力指数背后的原理了吧Cp, Cpk和Pp,Ppk区别到底在哪里?问:通常我们所讲的Cp, Cpk和Pp, Ppk到底区别在哪里? 答:在统计过程控制领域,特意去区分Cp,Cpk和Pp,Ppk,其实意义并不大,我们认为计算公式可以是一样的,只是代表了不同的过程状态1、在统计过程控制中,Cp, Cpk和Pp, Ppk区别在哪里?在AIAG出版的统计过程控制手册中提到,当过程稳定并且单值基本服从正态分布,才可以计算过程能力指数Cp,Cpk,如果过程不稳定或不服从正态分布,则只能计算过程性能指数Pp, Ppk并且说明,Cp, Cpk的计算是基于普通原因影起的变差(用组内标准差去估计)与规格限之间的关系,它能用来对过程进行预测,而Pp, Ppk是用所有个体数据合在一起来计算的整体标准差去估计,它对于预测未来没有什么作用我们用例子来说明AIAG的理论,如上面这两张图,我们把过程随时间的分布情况描述出来,最终结果分布用蓝色来表达对于Cp, Cpk的计算公式,按AIAG的理论,应该是基于每个组内的标准差来计算的,在第一张图中,应该与每个子组背后对应的总体的标准差一致,对于Pp,Ppk的计算公式,应该用最终蓝色的结果分布来计算标准差而在第二张图中,因为过程不稳定,只能拿最终结果分布来评估过程的实际性能表现这种描述初看起来没什么问题,但仔细分析,其实在第一张图中稳定过程子组内的变差与最终结果分布的变差其实是一回事,因为他们代表的是同一个总体,即只有普通原因影响时特征值的变差所代表的总体既然这样,如果过程稳定,用组内变差和总变差是一回事,过程不稳定,必须用总变差来分析,所以建议最终简化下来,不管过程稳定不稳定,都用总变差来计算过程的能力/性能就可以了,这种做法的另一个好处是避免有时过程不稳定,工程师还拿组内标准差计算能力指数,导致能力指数很高,但交给客户的产品经常出现不良,这也是很多福特的供应商接到要求,今后提交能力指数只要看ppk的原因对于组内标准差的使用,仅建议在计算控制限的时候用到2、过程稳定用Cp, Cpk,过程不稳定用Pp, Ppk有什么意义?AIAG的SPC手册中提出,过程稳定时计算过程能力指数Cp, Cpk,它可以用来预测将来,过程不稳定时,需要过程性能指数Pp,Ppk从概念来说很好理解,但对于什么是过程稳定,稳定和受控有什么区别,在实际使用时,不同公司是有分歧的按ISO标准的定义,稳定的过程是指过程输出分布的中心位置不变,离散不变,这种过程才算稳定的过程即使是这样,如何评价过程的输出分布中心位置不变,离散不变也是一个难题,到底是基于假设检验去检验不同子组背后对应总体的均值与离散是否相等呢?还是基于控制图来判定,如果基于控制图来判定,如何来判断过程是否稳定呢?肯定不能简单认为超控制线就是不稳定,因为当子组数大到一定的程度,肯定是有点超过控制线的在DIN标准中,强调应该从操作者的角度看待过程是否是受控的,受控是指过程的输出分布中心位置不变,离散不变,或者以已知的趋势改变,或者变化没有超过已知的范围,则过程是受控的所以有些公司认为受控的过程计算Cp, Cpk, 不受控的过程计算Pp, Ppk而在六西格玛的理论中,“当前的能力”计算认为是“短期的”,用Cp, Cpk去衡量,而考虑过程的整个寿命周期,“长期的”的过程表现用Pp, Ppk去衡量3、总结无论是Cp, Cpk还是Pp, Ppk,都建议用最终的结果分布和规格限进行比较来计算,即计算公式是一样,这也是为什么专业的SPC分析软件q-das中,不会同时报告CPK和PPK的原因,到底取什么名称,在公司内部规定清楚,并且在需要时,能理解客户的定义即可例如:海拉公司用假设检验的方法判断过程是否中心和离散发生改变,来决定指数名称为Cp,Cpk还是Pp, Ppk;Bosch公司看单值是否超差,并结合控制图上超出控制界线点的数目在不在一个预期范围内来决定到底是Cp,Cpk还是Pp, Ppk还有的公司用Pp, Ppk描述试用生时的初始过程能力,Cp, Cpk描述长期的能力,不稳定用Tp, Tpk大众汽车干彻就不谈Pp, Ppk,过程能力指数全部用Cp, Cpk看完本文后您有没有什么想法呢?欢迎在评论区留言交流【温馨提示】阅后如果喜欢不要忘记点击右上角“关注”哦这样就可以每天获取本头条号分享的知识啦欢迎大家关注、评论、收藏、转发、交流这一天有你们真好,愿你们过得愉快点击文末【了解更多】有惊喜哦



0 评论